 +919833550505
+919833550505

DEVELOPMENT OF BASIC COATED HP40Nb ELECTRODE
Published on 11 October 2022
 8 min
8 minDEVELOPMENT OF BASIC COATED HP40Nb ELECTRODE SUITABLE FOR HEAT AND CORROSION RESISTANCE CASTINGS.
1. Introduction
In petrochemical plants the welding consumable used in fabrication of
equipments grade such Alloy 20-32Nb (ASTM A351/ A351M-05) must
have good corrosion resistance, high heat resistance and improved hot
tensile strength along with good weldability properties to enable onsite
repairing. The petrochemical industry uses heat-resistant austenitic stainless
steels (Series H) for the fabrication of columns for water vapor reform
furnaces and pyrolysis furnaces. These furnaces are used for converting
water vapour into a hydrogen-rich gas which is then supplied to water
treatment plants to improve fuel quality or used in other applications.
Components used in petrochemical industry must continue in function for
long periods of time under severe environment. In view of this, a suitable
SMAW welding consumable with improved mechanical properties have
been developed in-house for fabricating HP-Nb modified (ASTM A297)
alloy or similar materials such as such as HT40, IN519, HK40. Continuous
research from many decades on these alloys made it possible to achieve
increased mechanical strength at high temperatures which has prolonged
their service life in sever environment Among various developments for
these steel is the addition of carbide forming alloy elements such as Nb, Ti,
Zr, W, rare earth mixtures and more recently, the addition of Y that are
stable at high temperatures. The high carbon content of these steels,
which is necessary for their high-temperature strength, gives these alloys
little mechanical conformability by conventional processes. It is therefore
necessary to characterize the microstructures of these materials to gain an
understanding of the behavior, morphology and composition of precipitated
carbides in order to relate these characteristics with the material properties.
Table 1 - Specification to be Met as per Customers’ Requirement
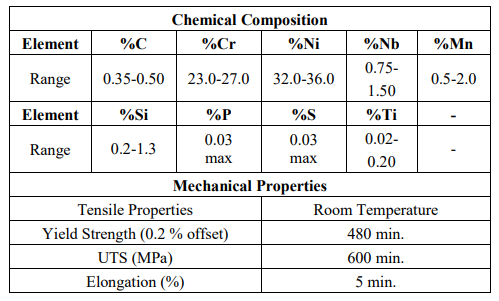
2. Design of Product
Developmental work has been designed with performance of the weld to
meet the requirement of strength, hardness and toughness. Several trials
have been designed by keeping the following parameters in mind.
(i) Variation of chemistry within the specification limits.
(ii) Selection of high purity raw materials in flux formulation.
(iii) Performance characteristics of the product including slag detachability.
(iv) Control on S, P, Sn, Sb, & As to resist cracks.
(v) Selection of suitable core wire & its purity level.
3. Experimental Work
Several trials have been taken and established the weld metal chemistry to
meet customer’s requirement. Tramp elements are restricted to a very low
level and further reduced the Mn & Si content of the weld metal. The weld
metal composition meeting the requirement is confirmed by optical
emission spectroscopy. The all weld test coupons were prepared by these
electrodes. These test coupons are taken up for characterization and
mechanical property evaluations.
3.1 Preparation of Test Coupons
A small section of IS 2062 material with buttering is used as a base material
for joining purpose. A single V groove having 22.5 degree bevel angle is
made on the base plate. The all weld joint is supported with a backing strip
made of mild steel having dimension 155x35×6 mm same has been
buttered. In this study we have followed customer’s guidelines for
preparation of weld coupons. The welding parameters such as heat input,
preheat & interpass temperatures are controlled to get good quality welds.
The WPS followed are shown in the Table-2. The all weld test specimens
are machined out after x-ray from the each weld joint assembly and are
subjected to various tests including metallographic & mechanical testing.
Table 2 Details of the Welding Parameters Used in Present Study


3.2 Penetrant and Radiography Test
The weld deposits are analyzed with Dye penetration between the passes
and finally sent for X-ray for the evaluation of any presence of crack and
inclusions.
3.3 Tensile Test
The tensile property of the weld specimen is analyzed using AMSLER
Universal Tensile Testing Machine with a load capacity of 200 KN. The
tensile measurements have been conducted at room temperature (RT). The
round specimens of diameter 6.25 mm and gauge length of 25 mm used for
tensile testing prepared as per the AWS B4.0 standard.


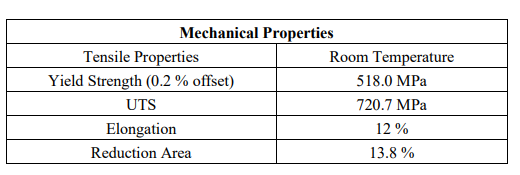
The tensile data is analyzed to estimate the yield strength (YS), ultimate
tensile strength (UTS), total elongation (TE) and RA (%). The tensile test
data as shown in Table-3 are analyzed to evaluate the ultimate tensile
strength (UTS), yield strength (YS), %elongation (EI) and reduction in
area.
Table 3 - Detail of All Weld Tensile Test Results
3.4 Hardness Test
A square base pyramid shaped diamond is used for testing in the Vickers
scale. Typically loads are very light, ranging from a few grams to one or
several kilograms. Hardness measurements were taken on the transverse
cross section of weld which covers weld region. Vickers hardness tester
was used with 10kg of indentation load, dwell time of 20 sec at room
temperature. Initially the surface of the weld samples were polished up to
1200 grit fineness followed by cloth polishing through 0.05μm grain size
alumina powder and finally etched. Readings of weld metal is shown in
Table-4.
Table 4 Vickers hardness test results (HV30)

3.5 Microstructure Analysis
In the as-welded condition the weld metal consists of austenite with eutectic
and secondary carbide. Alloy HP40Nb is not prone to sigma phase
Embrittlement and the presence of eutectic and secondary carbides in
austenitic matrix provides excellent hot strength and creep resistance in the
typical service temperature range. High levels of Cr and Ni provide good
resistance to oxidation and carburisation.

4. Discussion
In order to develop a suitable consumable for high heat resistance,
improved strength and good corrosion resistance, it is vital to develop a
weld metal chemistry that meets all requirements. According to the
necessities, consumable variables such as electrode size, flux and
composition have been established by continuous research and laboratory
testing. Careful optimization of the composition of weld metal and process
parameters such as current, voltage, speed yields good mechanical
properties and sound quality weld deposit. Evaluated testing results of weld
metal shows that The SMAW electrode developed in house has meet all the
requirements of as per customers’ specifications. The radiography and
liquid penetrant test have confirmed sound quality weld metal deposit.
Hence the careful optimization of weld metal chemical composition of
welding consumable and maintenance of weld metal quality makes this
product applicable for petrochemical industry applications as well as
various challenging structural applications.
5. Conclusion
- Suitable SMAW process consumables were developed for welding ASTM A297 - HP40Cb, HP and HP40 alloys or similar composition alloys.
- Consumables with lesser amount of P, S, As, Sn, and Sb yields good
strength & heat resistance.
×
ABOUT US
CONTACT US
![facebook-icon]()
![linkedin-icon]()
![twitter-icon]()
![instagram-icon]()
Address :
5th Floor, Merchant Chambers, S.V. Thackersey Marg, 41, New Marine Lines, Mumbai- 400020
5th Floor, Merchant Chambers, S.V. Thackersey Marg, 41, New Marine Lines, Mumbai- 400020




Contact Us